
| Part requirement description: |
| 1.Part with undercuts picking up by robot |
| 2.Mismatch within 0.01mm |
| 3.Part without filling marks |
| Challenge: |
| 1.4 sliders without mismatch. |
| 2.Vale gate on part surface without any mark. |
| 3.Inside undercuts around parts demolding by force release without deformation. |
| 4.Inside undercut with proof wate function do not accept air trap or short shot. |
| Solution: |
| 1.1-1.All sliders machining by High-Speed CNC. |
| 1-2.Mirror EDM to ensure high precision. |
| 1-3.Assemble 4 sliders together to adjust mismatch by polishing. |
| 1-4.Trial mold to check the mismatch ,and then graining. |
| 2.2-1.Add individual cooling line for hot nozzles . |
| 2-2.Improve flow marks by adjusting mold temperature and injection speed. |
| 3.3-1.Improve parting line to decrease sticking on core side risk. |
| 3-2.Add Teflon on core side. |
| 4.4-1.Make MF in advance to check air trap area ,then reserve insert space. |
| 4-2.After run T1 to check detail air trap areas, make inserts for venting |
| Benefits: |
| PPS Industral was able to make this mould at the best solution ,a competitive price,and at a higher quality than the incumbent OEM. |
| Saved Customer money by identifying,clarifying,and resolving issues early in mould design process. |
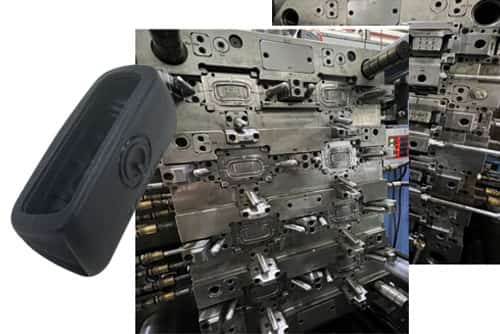
Precision Injection Mold Specification:
| Part number | PIU320176 |
| Raw Material | TPE |
| Wall thickness | 1.5mm |
| Part cavity | 1*8 |
| Part surface | cavity side:600(Texture),core side:400 |
| No. of Actions | 16 sliders |
| Injection system | valve pine on the parts |
| Ejection Type | machinary |
| Standard Parts | HASCO |
| Mold steel | cavity insert:1.2344,core insert:1.2344 |
| Moldbase steel | A,B plate:1.2312 others:1.1730 |
| Mold size | 850*750mm |
| Tooling Life(shots) | 1 000 000 |
| Leadtime | 7weeks |
| Press machine | 380T(Haitian) |
| Cycle time | 45s |
| Exporting country | France |

